
Prawidłowe przygotowanie warstw maski antylutowniczej
Łukasz Romik Autor
Częstym problemem, który pojawia się w dokumentacji obwodu drukowanego jest błędnie przygotowana warstwa maski antylutowniczej (ang. soldermask).
Poprawne jej wykonanie pozwoli na wyeliminowanie problemów na etapie produkcji obwodów PCB a także w procesie montażu elementów na obwodach. Nieprawidłowym jest przygotowanie warstw maski na równi z padem który ma być odsłonięty. Nie należy także dopuszczać do sytuacji aby w zbiorach klienta znajdowały się duże odsłonięcia, które odkrywają masę lub są jej bardzo blisko.
Wszystkie elementy, które mają być cynowane lub złocone, muszą być odsłonięte maską powiększoną o minimum 6 milsy w stosunku do elementu na mozaice. Innymi słowy – minimalne odsłonięcie na masce wynosi 3 mils z każdej strony elementu, co ilustruje rys. 1.
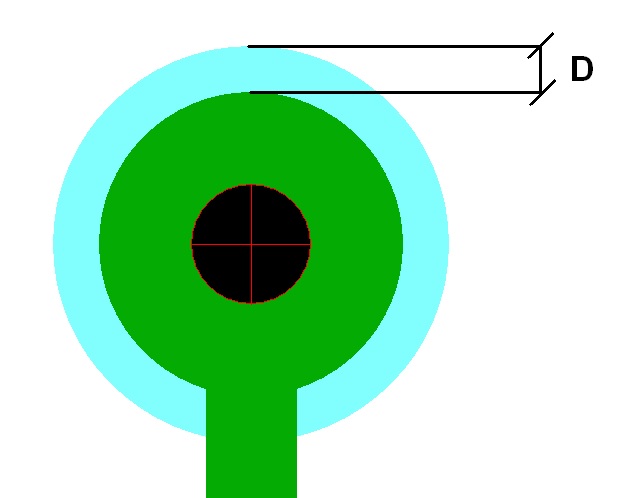
Rys.1. Odsłonięcie padu na masce – D minimalne odsłonięcie na stronę.
Bardzo ważne jest odpowiednie przygotowanie soldermaski dla układów scalonych w obudowach typu QFP, SOJ itp. W przypadku takich układów istotne jest określenie czy bariera antylutownicza pomiędzy poszczególnymi padami tych układów jest konieczna. Minimalna szerokość tej bariery określona jest przez dostawcę obwodów. Przykładowe parametry dla producenta TS PCB zostały przedstawione na rys. 2.
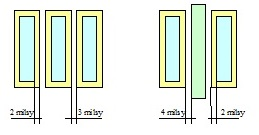
Rys.2. Odległości elementów na masce dla układów typu QFP.
Na rys. 3 przedstawione zostały prawidłowo przygotowane odsłonięcia w przypadku występowania bariery antylutowniczej. Jej szerokość spełnia zarówno warunek możliwości technologicznych producenta TS PCB jak i minimalnych odsłonięć dla obrazu mozaiki.
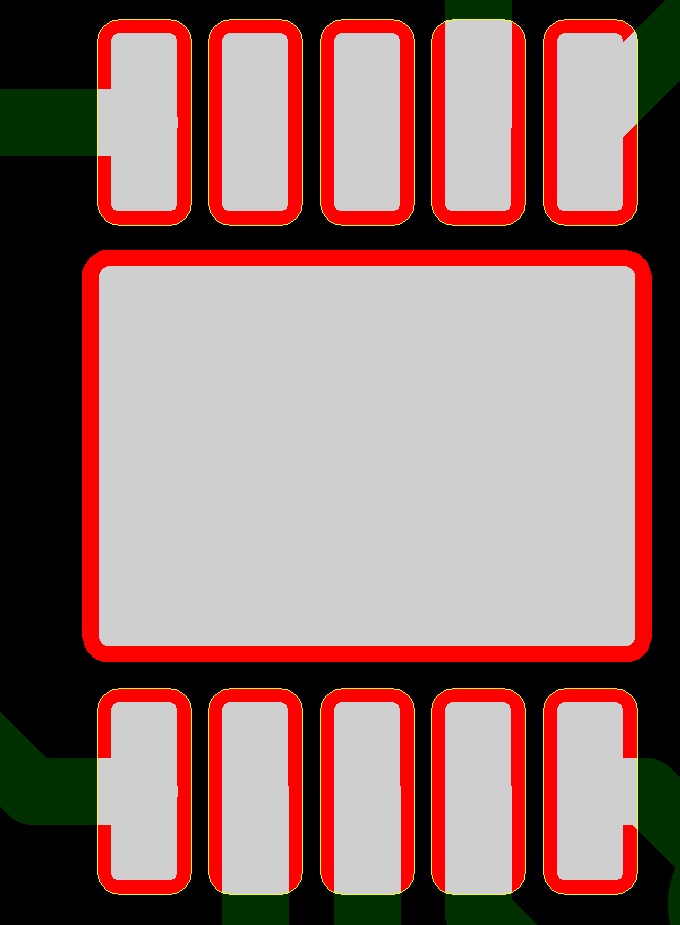
Rys.3. Prawidłowo przygotowane odsłonięcia z barierą antylutowniczą dla układów scalonych.
W przypadku braku konieczności występowania bariery antylutowniczej pomiędzy padami układu scalonego, przygotowane odsłonięcia powinny wyglądać jak na rys. 4. W tym przypadku przestrzeń pomiędzy padami została odsłonięta i nie występuje między nimi soldermaska.
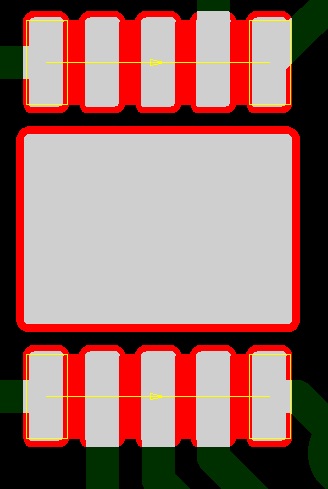
Rys.4. Prawidłowo przygotowane odsłonięcia bez bariery antylutowniczej dla układów scalonych.
Przygotowanie soldermaski dla układów w obudowach typu BGA i uBGA.
Ze względu na to, iż piny układów typu BGA i uBGA są wyprowadzone pod nimi, stwarza to wiele zagrożeń podczas wytwarzania obwodu drukowanego i montażu elementu na płytce. Jednym z największych zagrożeń jest odmaskowanie sąsiadujących z punktami lutowniczymi przelotek i ścieżek, co po zmontowaniu układu może powodować zwarcia. Układ taki po zmontowaniu jest praktycznie nie do odzyskania, dlatego przelotki znajdujące się w obszarze BGA muszą być zamaskowane.
Jeśli na płytce występuje układ uBGA (rozstaw padów mniejszy lub równy 0,8mm) bezwzględnie należy stosować odsłonięcia na masce 2 milsy na stronę.
Jeśli na płytce występuje układ BGA (rozstaw padów większy niż 0,8mm) stosować należy odsłonięcia 2 milsowe lub jeśli jest taka możliwość odsłonięcia 3 milsowe.
Na rys. 5 przedstawione zostały prawidłowo przygotowane odsłonięcia dla układu BGA. Przelotki pod układem zostały zakryte maską, odsłonięte zaś jedynie pady pod kulki lutowia. W takim przypadku nie powinno być problemów podczas montażu elementów wynikających z błędnie przygotowanej warstwy soldermaski.
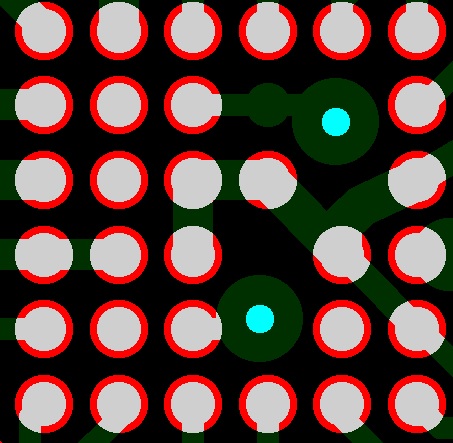
Rys.5. Prawidłowo przygotowane odsłonięcia dla układów BGA.
Przygotowanie maski pod szczeliny metalizowane
Wszystkie szczeliny metalizowane powinny być całkowicie odsłonięte lub zakryte soldermaską, nie można bowiem wykonać szczeliny częściowo odsłoniętej/zakrytej.
Prawidłowe przygotowane odsłonięcie pod szczeliną metalizowana przedstawia rys. 6.
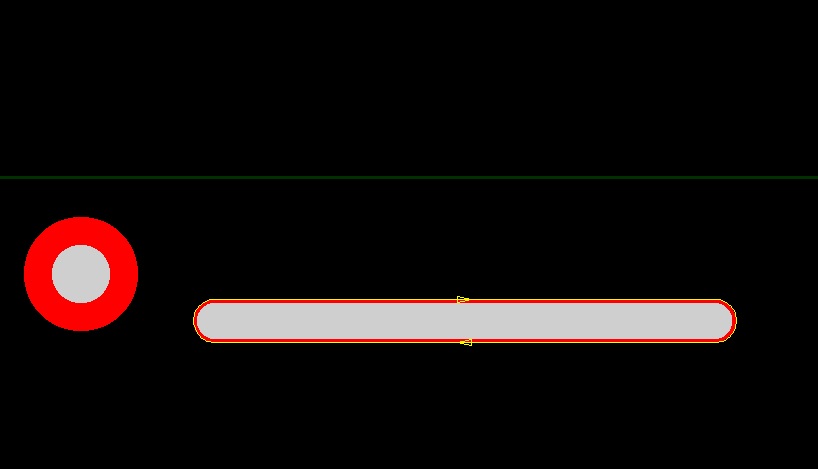
Rys.6. Prawidłowo przygotowane odsłonięcia pod szczeliny metalizowane.
Zobacz więcej z kategorii Dokumentacja PCB
- Dokumentacja PCB

![Parametry DRC w płytkach PCB]()
Parametry DRC w płytkach PCB
- Dokumentacja PCB

![Płytki drukowane – jak wygląda proces zamawiania płytek PCB?]()
Płytki drukowane – jak wygląda proces zamawiania płytek PCB?
- Dokumentacja PCB

![Projektowanie obwodów drukowanych. Dobre praktyki podczas prawidłowego przygotowania dokumentacji produkcyjnej.]()
Projektowanie obwodów drukowanych. Dobre praktyki podczas prawidłowego przygotowania dokumentacji produkcyjnej.
- Dokumentacja PCB

![Integr8tor – rozwiązywanie problemów]()
Integr8tor – rozwiązywanie problemów
- Dokumentacja PCB

![Integr8tor – przetwarzanie projektów]()
Integr8tor – przetwarzanie projektów
- Dokumentacja PCB

![Zautomatyzowana analiza projektów PCB - proces tworzenia dokumentacji produkcyjnej]()
Zautomatyzowana analiza projektów PCB - proces tworzenia dokumentacji produkcyjnej
- Dokumentacja PCB

![Jak zoptymalizować obróbkę mechaniczną obwodów drukowanych? - część 1]()
Jak zoptymalizować obróbkę mechaniczną obwodów drukowanych? - część 1
- Dokumentacja PCB

![Jak zoptymalizować obróbkę mechaniczną obwodów drukowanych? - część 2]()
Jak zoptymalizować obróbkę mechaniczną obwodów drukowanych? - część 2
- Dokumentacja PCB

![Mostki - budowa oraz parametry]()
Mostki - budowa oraz parametry
- Dokumentacja PCB

![O czym warto pamiętać podczas projektowania obwodów wielowarstwowych?]()
O czym warto pamiętać podczas projektowania obwodów wielowarstwowych?
- Dokumentacja PCB

![Jak należy projektować obwody pod montaż układów BGA i µBGA?]()
Jak należy projektować obwody pod montaż układów BGA i µBGA?
- Dokumentacja PCB
![Formaty plików PCB]()
Formaty plików PCB
Zobacz wszystko