
Maski antylutownicze – proces nakładania
Łukasz Romik Autor
Maskę antylutowniczą (mokrą) nakłada się na powierzchnię obwodów drukowanych jedną z dwóch metod: sitodrukową oraz fotodrukową.
Metoda sitodrukowa polega na nałożeniu obrazu maski za pomocą sita, a następnie utwardzeniu jej termicznie lub przy pomocy promieniowania UV.
Metoda fotodrukowa polega na nałożeniu farby na cały obszar płytki np. kurtynowo (fot.1.), a następnie naświetleniu obrazu poprzez kliszę fotograficzną za pomocą promieniowania UV. Nałożoną farbę można również wywołać przy pomocy naświetlarki bezpośredniej. W takim przypadku nie ma potrzeby stosowania klisz. Jest to dokładna, lecz jednocześnie czasochłonna metoda. Obecnie stosowane maski bowiem, do pełnego wywołania, wymagają dostarczenia dużej ilości energii.
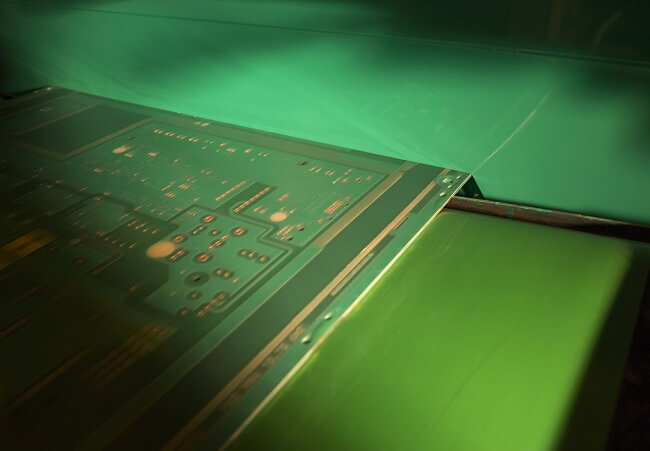
Fot.1. Nakładanie maski kurtynowej.
Soldermaskę nakłada się na miedź poddaną uprzednio procesowi mikrotrawienia, aby zwiększyć jej przyczepność. Z racji swojej funkcji nie zakrywa ona obszarów biorących udział w montażu elementów, które w kolejnym etapie produkcji zabezpieczane są wybranym typem pokrycia (cyna, złoto chemiczne, srebro itd.). Odsłonięcia można również wykorzystać do wykonania dodatkowych oznaczeń np. napisów, pamiętając jednak, że umiejscowienie ich w obszarach miedzi doprowadzi do ich trwałej ekspozycji i nałożenia pokrycia.
Szerokość odmaskowań, szczególnie dla popularnego cynowania metodą HAL, nie powinna być mniejsza niż 15 mils. W przeciwnym razie wybrane odmaskowania mogą nie zostać całkowicie pocynowanie, eksponując gołą miedź, która może stać się ogniskami korozji.
Maskę zrywalną nakłada się na gotowe obwody, aby nie uszkodzić jej w trakcie innych procesów. Nanoszona jest ona metodą sitodrukową, a następnie wygrzewana w piecu. W przypadku braku dodatkowych wytycznych, maska zrywalna przygotowywana jest do standardowego procesu lutowania. Może spowodować to jej zbyt mocne wysuszenie dla długotrwałego lub wieloetapowego montażu. W takiej sytuacji warstwa maski może być trudna do usunięcia – przesuszy się w wyniku długiej ekspozycji na wysoką temperaturę i będzie się kruszyła przy zdejmowaniu. Z drugiej strony niedosuszona powłoka będzie zostawiała na powierzchni pól lutownicznych tłuste ślady.
Zobacz więcej z kategorii Technologia
- Technologia

![Jak produkowane są profesjonalne obwody drukowane? Wykonywanie płytek drukowanych]()
Jak produkowane są profesjonalne obwody drukowane? Wykonywanie płytek drukowanych
- Technologia

![Na czym polega wytrawianie płytek PCB?]()
Na czym polega wytrawianie płytek PCB?
- Technologia

![Jakie wyróżniamy rodzaje laminatów? Jaki laminat wybrać do poszczególnych zastosowań?]()
Jakie wyróżniamy rodzaje laminatów? Jaki laminat wybrać do poszczególnych zastosowań?
- Technologia

![Obwód drukowany (PCB, ang. Printed Circuit Board) – co to jest i jakie ma zastosowanie w elektronice?]()
Obwód drukowany (PCB, ang. Printed Circuit Board) – co to jest i jakie ma zastosowanie w elektronice?
- Technologia

![W kierunku przemysłu 4.0]()
W kierunku przemysłu 4.0
- Technologia

![Narzędzia dla montażystów układów elektronicznych]()
Narzędzia dla montażystów układów elektronicznych
- Technologia

![Nietypowe zastosowania obwodów drukowanych i laminatów - elementy mechaniczne]()
Nietypowe zastosowania obwodów drukowanych i laminatów - elementy mechaniczne
- Technologia

![Standardowa struktura, niestandardowe zastosowanie obwodów drukowanych]()
Standardowa struktura, niestandardowe zastosowanie obwodów drukowanych
- Technologia

![Obwody drukowane - nietypowe zastosowania]()
Obwody drukowane - nietypowe zastosowania
- Technologia

![Maski antylutownicze - projektowanie]()
Maski antylutownicze - projektowanie
- Technologia

![Maska antylutownicza (soldermaska) - czym jest i jakie są jej właściwości?]()
Maska antylutownicza (soldermaska) - czym jest i jakie są jej właściwości?
- Technologia

![Maski antylutownicze - rodzaje oraz podstawowe funkcje]()
Maski antylutownicze - rodzaje oraz podstawowe funkcje